Cyclogrammen van de werking van elektrische apparatuur op de schema's
 Voor meer volledige informatie over het werkingsprincipe van blokken en individuele apparaten van metaalsnijmachines en installaties, wordt het schematische schakelschema vaak aangevuld met cyclogrammen.
Voor meer volledige informatie over het werkingsprincipe van blokken en individuele apparaten van metaalsnijmachines en installaties, wordt het schematische schakelschema vaak aangevuld met cyclogrammen.
Cyclogram - cyclisch diagram, grafische weergave van een cyclisch proces.
Cyclogrammen (tactogrammen) van de werking van elektrische apparatuur zijn bedoeld om de volgorde en duur van opname van elektromotoren en regelapparatuur uit te leggen en te bepalen. Ze zijn nodig om de volgorde en duur van opname van elektromotoren en regelapparatuur in de cycli van mechanismen te verduidelijken en te bepalen.
Het is belangrijk om cyclogrammen te hebben voor mechanismen met automatische duty cycles en een groot aantal besturingsapparaten. In de regel tonen cyclogrammen bewegingsschakelaars, drukschakelaars, elektromagneten en andere commando- en besturingsapparaten of elektromotoren.
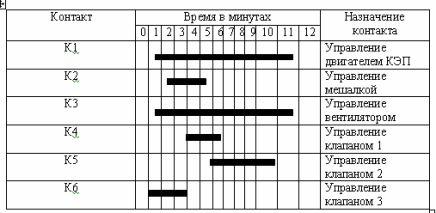
Rijst. 1. Voorbeeld van een cyclogram
Er zijn twee belangrijke manieren om cyclogrammen te tekenen: in tabelvorm en grafisch.De tabelmethode wordt meestal gebruikt om de werking van hydraulische of pneumatisch-elektrische bedieningselementen uit te leggen.
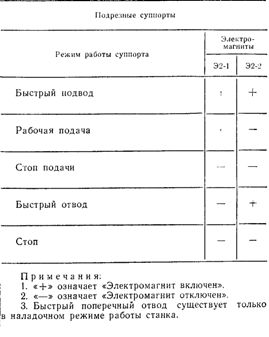
Bij het samenstellen van cyclogrammen volgens de tabelmethode moeten de volgende conventies worden aangehouden:
a) het «+» teken betekent geforceerde toestand van het apparaat.
Deze toestand komt overeen met een ingedrukte eindschakelaarpen, een spoelzuiger van een solenoïde of een bekrachtigde solenoïde.
Zelfherstellende apparaten bevinden zich alleen in een geforceerde toestand wanneer het ingangsvermogen (signalen) erop wordt toegepast;
b) het teken «-» wordt gebruikt om de vrije toestand van het apparaat aan te geven, wat overeenkomt met losgekoppelde elektromagneten, spanningsloze rijschakelaars, zuigers van hydraulische of pneumatische veren;
c) in gevallen waarin de bedieningselementen meer dan twee stabiele toestanden hebben, wordt het cyclogram aangevuld met lettersymbolen: H - onderste positie van de haspel, B - bovenste; L — links; P — rechts; C — gemiddeld, enz.
In afb. 2 laat zien hoe het cyclogram wordt getabelleerd voor de dia's (kopiëren en markeren) van de draaibank.
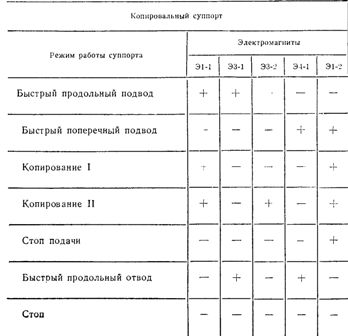
Rijst. 2. Cyclogram van de werking van hydraulische elektrische aandrijvingen
In tegenstelling tot de tabelmethode voor het tekenen van cyclogrammen, maakt de grafische methode het mogelijk om niet alleen de toestand van hydro- en pneumo-elektrische en commandoapparatuur te bepalen, maar ook de toestand en werking van alle soorten mechanismen die in het mechanisme zijn opgenomen, elektrische apparatuur die moet worden ontworpen . Dergelijke cyclogrammen moeten visueel, gemakkelijk te tekenen en begrijpelijk te lezen zijn, en moeten ook de werking van alle componenten van het productiemechanisme volledig karakteriseren.
Bij het ontwerp worden meestal cyclogrammen «onderweg», tijdcyclogrammen en sequentiediagrammen van de werkingsvolgorde van mechanismen gebruikt.
De keuze van het type cyclogram wordt bepaald door de complexiteit van de cyclus van het ontworpen object.
Cyclogrammen "onderweg" zijn de eenvoudigste, ze houden alleen rekening met de technologische overgangen van verschillende werkingscycli van de mechanismen en de plaatsing van de nodige plaatsen voor aanduidingen voor commando- en uitvoerende apparaten. Dit cyclogram geeft een nauwkeurige weergave van de machineprestaties.
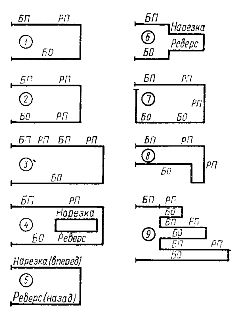
Rijst. 3. Het eenvoudigste diagram van de volgorde van de werktuigmachine "onderweg": BP - snelle nadering: RP - werkvoer, BO - snel oogsten, 1 - 9 - technologische overgangen van de kudde.
Het cyclogram van het werk "onderweg" van het laadapparaat en de pen maakt het mogelijk om de voortgang van parallelle processen en de status van de commando-apparaten te beoordelen die zorgen voor de start van het werk van mechanismen en uitvoerende apparaten die de overeenkomstige schakelaars op de laad apparaat.
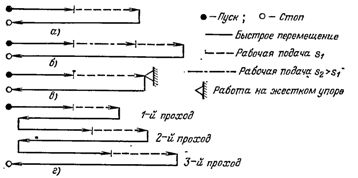
Rijst. 4. Schema's van bewegingscycli van aandrijfkoppen van modulaire metaalsnijmachines.
Verklaringen van de cyclogrammen:
De toevoerkop met snijgereedschap nadert eerst snel het werkstuk, daarna neemt de bewegingssnelheid af en wordt een werkvoeding verkregen. Na het voltooien van de verwerking wordt de kop snel teruggebracht naar zijn oorspronkelijke positie (a). Bij het bewerken van boutgaten met een combinatiegereedschap worden deze eerst geboord (of getapt) met een normale werkvoeding s2, waarna een automatische overgang naar een lagere voeding wordt uitgevoerd, waarbij verzinken wordt uitgevoerd.Het cyclusdiagram van hoofdbewegingen voor dit geval wordt getoond in Fig. 4, geb.
Om de eindvlakken nabij de geboorde gaten aan het einde van de werkslag tegen te gaan, wordt het gereedschap zonder voeding geroteerd - werk aan een harde stop (Fig. 4, c). De invoerkop stopt door op een speciale schroef te rusten die op een vaste beugel is gemonteerd. De oliedruk in het hydraulisch systeem stijgt en na een tijdsvertraging die wordt bepaald door de instelling van de drukschakelaar, keert de kop terug naar zijn oorspronkelijke positie.
Trek bij het boren van diepe gaten de boor regelmatig weg van het werkstuk om spanen te verwijderen en af te koelen. De bewegingscyclus van de aandrijfkop die overeenkomt met dit geval wordt getoond in Fig. 4, d. Aan het einde van het boren wordt de kop met de gereedschappen teruggezet in de oorspronkelijke positie.
Complexe cycli, waarbij een groot aantal elektrische apparaten of machines betrokken zijn, worden weergegeven in de vorm van tijdcyclogrammen, die technologische overgangen in seconden (of minuten) en de werking van individuele eenheden van het productiemechanisme weergeven.
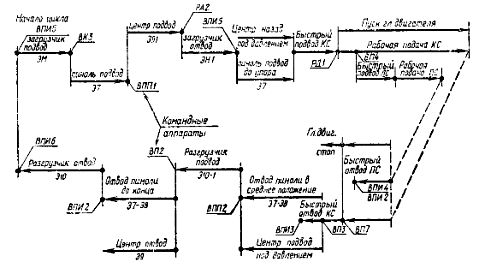
Rijst. 5. Cyclogram van werk "onderweg" van het laadapparaat in de pen van de machine