Berekeningen van het tarief van het elektriciteitsverbruik
 Er worden drie hoofdbenaderingen gebruikt bij de ontwikkeling van normen voor energieverbruik: experimenteel, computationeel-analytisch en statistisch.
Er worden drie hoofdbenaderingen gebruikt bij de ontwikkeling van normen voor energieverbruik: experimenteel, computationeel-analytisch en statistisch.
Een ervaren manier vereist metingen van het elektriciteitsverbruik voor elke operatie in de modi van het technologische proces gespecificeerd door de regels. Het elektriciteitsverbruik per geproduceerde eenheid wordt bepaald door de bedrijfskosten bij elkaar op te tellen.
Deze aanpak vereist het gebruik van een groot aantal meetinstrumenten en aanzienlijke arbeidskosten. Om voor elke bewerking betrouwbare resultaten te verkrijgen, is het noodzakelijk om een groot aantal metingen en statistische verwerking van de resultaten uit te voeren, en om de verkregen gegevens te vergelijken met de kosten van de locatie, werkplaats, productie. Daarom is deze methode vooral toepasbaar om individuele normen in een specifieke productieomgeving te bepalen.
Computationeel-analytische methode omvat het bepalen van het elektriciteitsverbruik door berekening - volgens de paspoortgegevens van de technologische apparatuur, rekening houdend met de mate van belasting, bedrijfsmodi en andere factoren. Voor algemene productienormen moet ook rekening worden gehouden met het vermogen en de werkingsmodi van alle hulpapparatuur (ventilatie, watertoevoer en riolering, elektrische verlichting, reparatiebehoeften, enz.).
Er wordt rekening gehouden met de bedrijfsmodi van elektriciteitsverbruikers met behulp van verschillende coëfficiënten (inschakelen, opladen, enz.), waarvan de empirische selectie en het willekeurige karakter tot significante fouten leiden. De element-voor-element berekening van de set energieverbruikscomponenten maakt de methode extreem tijdrovend.
Statistische methode van rantsoenering op basis van statistische verwerking van gegevens over algemene en specifieke kosten voor een bepaalde periode en identificatie van factoren die van invloed zijn op hun verandering. Berekeningen worden gemaakt op basis van de aflezingen van elektriciteitsmeters en productoutputgegevens. Deze methode is de minst tijdrovende, betrouwbare en wordt veel gebruikt in de praktijk van het rantsoeneren van energieverbruik. Laten we eens kijken naar de praktische methoden voor de implementatie ervan.
Het specifieke elektriciteitsverbruik wordt berekend voor een speciale faciliteit: een productielocatie, een werkplaats of een aparte energie-intensieve eenheid met een "eigen" balie bij de ingang. De organisatie van elektriciteitsmetingen is een voorwaarde voor effectieve regelgeving.
Een technisch systeem voor het meten van elektriciteit valt vaak niet samen met de administratieve indeling van de onderneming vanwege de complexiteit en vertakkingen van de voedingssystemen. Daarom moeten bij het aanwijzen van administratieve eenheden die rantsoenering uitvoeren, deze worden toegewezen aan de boekhoudeenheden.
Voor het gecontroleerde object worden de belangrijkste soorten producten onderscheiden, waarvan het productievolume kan worden berekend voor een ploeg, een dag of voor één cyclus van de werking van de apparatuur. Dienovereenkomstig worden de uitlezingen van de elektriciteitsmeters in ploegendienst genomen, dagelijks of voor elke werkcyclus.
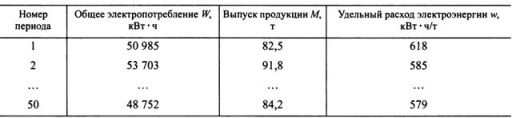
Om de karakteristieke indicatoren te berekenen, is een voorbereidende fase voor het verzamelen van statistische gegevens nodig - minimaal 50 perioden. Tabel 1 toont een voorbeeldweergave van de initiële gegevensrepresentatie. Aan het einde van elk tijdsinterval worden het totale elektriciteitsverbruik van de faciliteit (per meter) en de productieoutput geregistreerd. In de laatste kolom worden de waarden van het specifieke elektriciteitsverbruik ingevoerd, verkregen door de formule w = W / M, waarbij W het werkelijke elektriciteitsverbruik is voor de productie van producten in de hoeveelheid M (de hoeveelheid kan worden gemeten in verschillende eenheden).
Sectie. 1.
Het werkelijke specifieke elektriciteitsverbruik voor verschillende tijdsperioden is niet hetzelfde, wat te wijten is aan de verschillende belasting van het geselecteerde object, bedrijfsmodi, samenstelling van grondstoffen en andere factoren.Als al deze voorwaarden hetzelfde zijn, dan zijn de waarden van de eenheidskosten dichtbij voor verschillende perioden, hun verdeling zou normaal moeten zijn (Gaussiaans).In dit geval kunt u de gemiddelde waarde van het elektriciteitsverbruik voor een aantal perioden krijgen en gebruik het als standaard.
Opgemerkt moet worden dat de verdeling van experimentele gegevens alleen normaal (Gaussiaans) is in het geval van dezelfde omstandigheden van het technologische proces en dezelfde parameters van het vervaardigde product. Heel vaak volgen de gegevens geen normale verdeling vanwege twee factoren.
Ten eerste kan er een verandering zijn in de parameters van producten, grondstoffen of de bedrijfsmodi van apparatuur. De staalsoort en het profiel van het gewalste metaal hebben bijvoorbeeld een grote invloed op het energieverbruik (het walsen van de wapening bepaalt het specifieke energieverbruik van 180 kWh, roestvrij staal van dezelfde diameter - 540 kWh). In deze gevallen moet de monitoring zo worden georganiseerd dat het vereiste aantal metingen van homogene producten wordt verkregen.
Ten tweede wordt de schending van de normale verdeling verklaard door technologische eigenschappen, die zich in dit geval manifesteren door afwijkingen van de technologie, afgewezen en gemiste cijfers (het smeltvolume is bijvoorbeeld aanzienlijk kleiner dan het nominale volume). Het zijn deze gevallen die de verantwoordelijke technoloog moet identificeren en actie moet ondernemen. De afwijking van de verdeling van de normaal definieert een bepaald gebied dat de mogelijke volumes van energiebesparing door organisatorische maatregelen bepaalt.
Om redelijke normen te verkrijgen, is het noodzakelijk om de conformiteit van de statistische wet van de verdeling van het specifieke elektriciteitsverbruik met de normale (Gaussiaanse) verdeling te controleren. U kunt testen op criterium χ2... Als de verkregen waarde van het criterium de theoretische waarde overschrijdt, moet de hypothese van de overeenstemming van de statistische verdeling met de normaal worden verworpen.
Dit betekent dat het op basis van de verkregen gegevens onmogelijk is om één enkel elektriciteitsverbruik per productie-eenheid te berekenen, ze moeten vervolgens worden verdeeld volgens de kenmerkende technologische modi, waarbij voor elk energieverbruik wordt berekend, of de statistische afhankelijkheid van het specifieke verbruik door de beïnvloedende factoren w = f (x1, x2, x3), waarbij productievolumes kunnen fungeren als factoren x1, x2, x3, temperatuur, verwerkingssnelheid etc.
Als de controle bevestigt dat de verdeling van de eenheidskosten bijna normaal is, kan op basis van deze gegevens het elektriciteitsverbruik worden bepaald. Voor monitoring is het het handigst om het bereik in te stellen waarbinnen het specifieke energieverbruik moet liggen.
Het bereik wordt het eenvoudigst bepaald door het gemiddelde debiet en de standaarddeviatie. σ... Eenvoudig gezegd kan worden aangenomen dat de ondergrens van het bereik gelijk is aan wmin = wWed — 1,5σ, en de bovenste — wmax = wcp + 1,5σ... Volgens regel 10 — 20% van de specifieke elektriciteit consumptie ontvangen in reële productieomstandigheden, overschrijdt het gespecificeerde bereik, wat te wijten is aan fouten van werknemers, schendingen van het regime, afwijkingen in productkwaliteit, enz.Technologiepersoneel moet op dergelijke gevallen letten en maatregelen nemen.
We benadrukken dat de normen die door een van deze methoden worden verkregen, de vormen van energieverbruik voor de productie van producten alleen weerspiegelen in de onderneming waar ze zijn verkregen, en niet kunnen worden uitgebreid naar de industrie als geheel of naar een andere onderneming. Dit komt door de individuele eigenschappen van elke onderneming als een complex systeem van technologisch type.
Zo werd de technologische standaard voor walsproductie experimenteel bepaald, afhankelijk van metaaltemperatuur, walssnelheid, kalibratie, lagerwrijving, technologische verliezen, enz. snijsnelheid en bewerkingstijd Deze resultaten kunnen echter niet worden overgedragen op alle bewerkingsmachines, zelfs niet binnen een enkele fabriek, omdat er in de praktijk veel soorten bewerkte onderdelen en bewerkingsmodi zijn.
En hoe gebruik je deze verkregen snelheden voor elk detail? Het is onmogelijk om een elektriciteitsmeter in de buurt van de machine te plaatsen en het verbruik van elk onderdeel te vergelijken met de norm. Het generaliseren van de normen, rekening houdend met het aantal en de reeks geproduceerde onderdelen, zal leiden tot een grote fout vanwege het onvermogen om rekening te houden met alle factoren die aan het werk zijn.
Ook is het met behulp van de computationele en analytische methode onmogelijk om van gegevens over het nominale vermogen van individuele elektrische ontvangers te gaan, rekening houdend met alle mogelijke technologische modi, soorten producten, kwaliteit van grondstoffen, tot elektriciteitsverbruik voor een werkplaats of onderneming voor een maand, kwartaal, jaar.
Het is onmogelijk om de geschatte waarde van het energieverbruik van de onderneming te verkrijgen door verschillende specifieke normen voor het hele productassortiment op te tellen. Om dit te doen, is het noodzakelijk om van tevoren niet alleen het totale aantal producten te plannen dat in de volgende maand (kwartaal, jaar) zal worden uitgebracht, maar ook om het nauwkeurig te verdelen over merken, kenmerken van verwerkingsmodi en vele andere factoren. Dit was onmogelijk in de omstandigheden van een planeconomie en nu nog meer.
Het is onmogelijk om verschillende ondernemingen te vergelijken en volgens de uitgebreide normen voor de hele fabriek, zelfs niet met nauwe technologische cycli. Zo nam in 1985 in ferrometallurgiebedrijven het specifieke elektriciteitsverbruik van 1 ton gewalste producten waarden aan van 36,5 tot 2222,0 kW • h / t met een industriegemiddelde van 115,5 kW * h / t; voor convertorstaal — van 13,7 tot 54,0 kW • h / t met een industriegemiddelde van 32,3 kW • h / t.
Een dergelijke aanzienlijke spreiding wordt verklaard door het verschil in technologische, organisatorische en sociale factoren voor elke productie, en het is duidelijk dat de gemiddelde industrienorm niet kan worden uitgebreid tot alle ondernemingen. Tegelijkertijd kan de onderneming niet als inefficiënt worden beschouwd als deze het sectorgemiddelde overschrijdt.
Verminderde productie, onvolledig en onregelmatig gebruik van apparatuur leiden tot hogere eenheidskosten, waardoor de gegevenskloof nog groter wordt. Daarom kunnen in de huidige omstandigheden de gemiddelde niveaus van het elektriciteitsverbruik in de sector niet worden gebruikt om het energieverbruik te voorspellen, noch om de energiebesparingen te schatten.